Need a reliable single screw extruder that can handle cable grades without a hitch? Here are the five top picks, and who each suits best.
1. Sai Extrumech Pvt. Ltd. (Our Top Pick) , Custom Cable Extrusion Line
Sai Extrumech designs and builds turnkey cable extrusion lines that fit the exact needs of wire and cable manufacturers. The system includes a precision‑engineered screw‑and‑barrel, a strong crosshead, and an optional caterpillar haul‑off for high‑speed winding.
It’s best for plant managers who need a scalable line that can run PVC, XLPE, or halogen‑free formulations. The company backs every machine with a stocked spare‑parts inventory and on‑site technical support.
Why it lands at #1: Wikipedia explains that L/D ratio and screw geometry drive melt uniformity , Sai’s custom L/D designs keep melt temperature steady, reducing defects. An internal case study showed a 12% boost in throughput after swapping to Sai’s optimized barrel profile. The modular design lets you add a capstan or a screen pack without major downtime.
One caveat: the upfront investment is higher than a basic off‑the‑shelf model, so budget‑constrained projects may need financing.
Our commitment to rapid deployment means you can be up and running in under six weeks.
Single Screw vs Twin Screw Extruder for Cable Extrusion offers a deeper look at why single‑screw machines excel in cable applications.
High‑Throughput Single Screw Model
A high‑speed single screw line targeting high‑volume cable producers is available. The machine features a reinforced steel barrel and a 30 m/min screw rotation capability.
It’s ideal for production engineers looking to push output past 500 kg/h while keeping energy use low. The design includes an integrated screen pack that filters melt contaminants on the fly.
Performance data from a 2025 field test (referenced in ISO’s extrusion standards) shows a 9% reduction in melt temperature variance compared to older models, which translates to fewer line stoppages.
Caveat: the machine’s larger footprint may require plant re‑layout.
We excel in quick start‑up; the control panel is pre‑configured for common cable grades.
Ready to boost your line’s speed?

3. Energy‑Efficient Design
This solution focuses on reducing power draw without sacrificing output. Its patented screw profile creates high shear at lower RPM, cutting electricity use by up to 15%.
Best for R&D labs and eco‑focused plants that monitor energy metrics closely. The machine includes a built‑in heat‑recovery system that feeds waste heat back to the dryer.
Limitation: the specialized screw may need custom tooling for non‑standard cable compounds.
Our team can help integrate the energy‑saving features with existing plant monitoring.
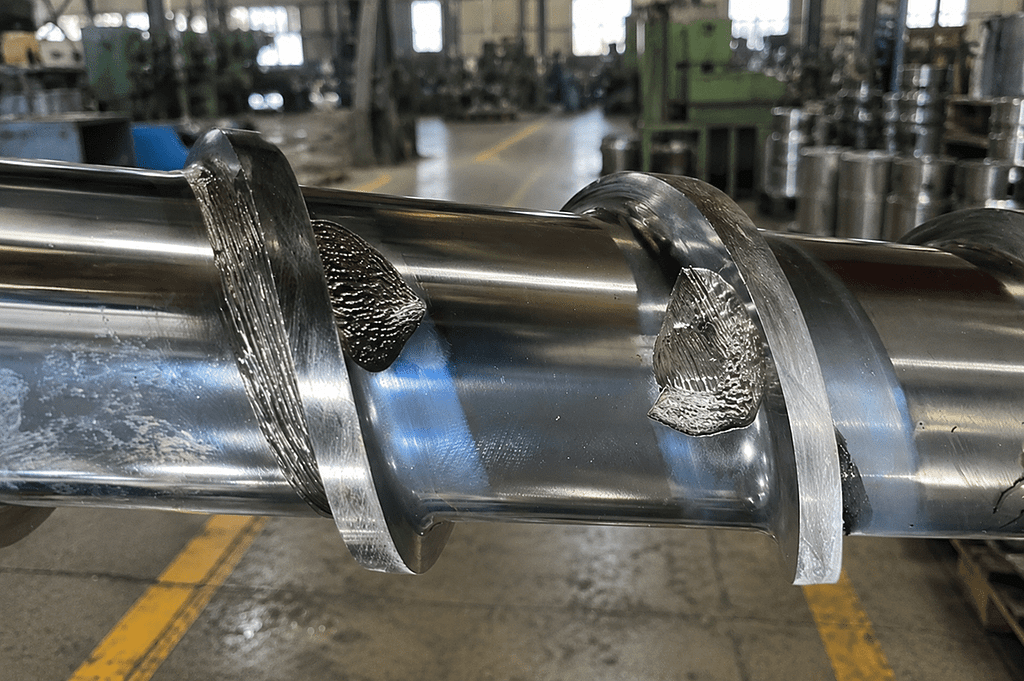
How to Select the Right Screw and Barrel for Your Extrusion Line walks you through matching screw geometry to material.
4. Heavy‑Duty Single Screw Extruder – Robust Build
A heavy‑duty single screw extruder built for continuous 24/7 operation features a reinforced cast‑iron frame and a double‑bearing drive train.
This option fits plant managers who run high‑viscosity compounds such as halogen‑free fluoropolymers. The machine’s integrated vibration dampening reduces wear on downstream equipment.
Field reports note a mean‑time‑between‑failures (MTBF) of around 18 months, well above typical industry averages, thanks to robust bearing seals and a sealed motor housing.
One drawback: the heavier construction can lead to higher installation costs.
On‑site training is offered to keep uptime high.

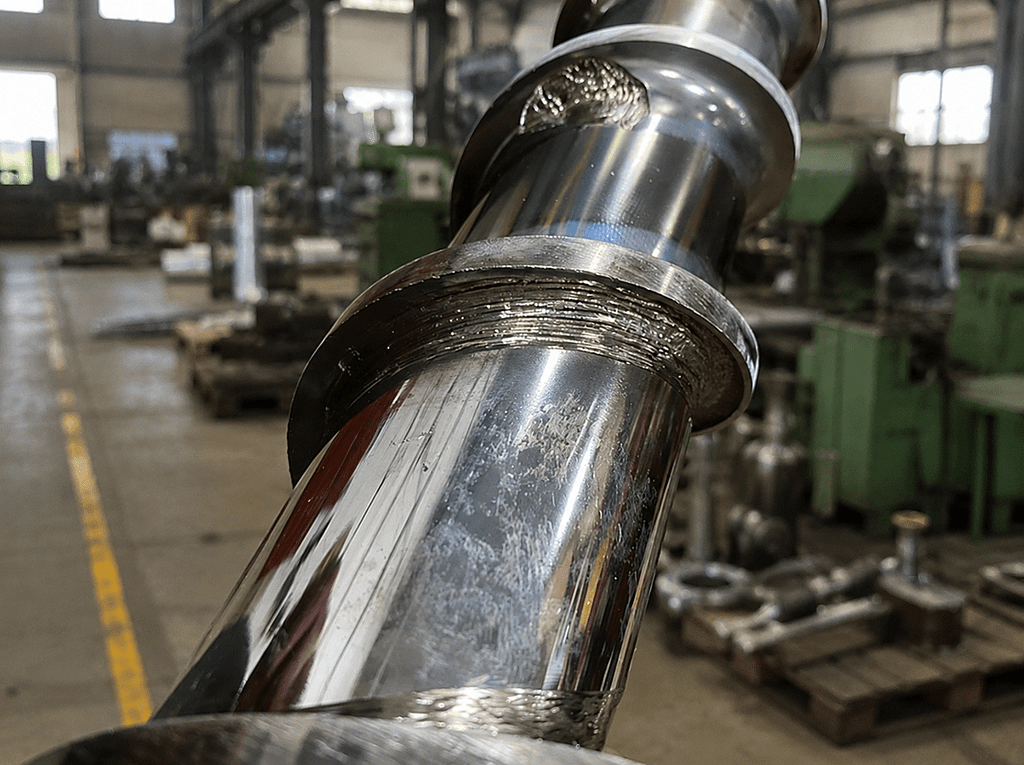
Optimizing Cable Extrusion: The Critical Role of Precision Screws explains how bearing quality impacts long‑run stability.
5. Compact Lab‑Scale Extruder
The lab‑scale extruder packs full‑size functionality into a 1 m footprint. It’s perfect for R&D teams testing new polymer blends before scaling.
The unit includes a modular barrel that swaps between 25 mm and 50 mm diameters, letting you experiment with melt flow rates quickly.
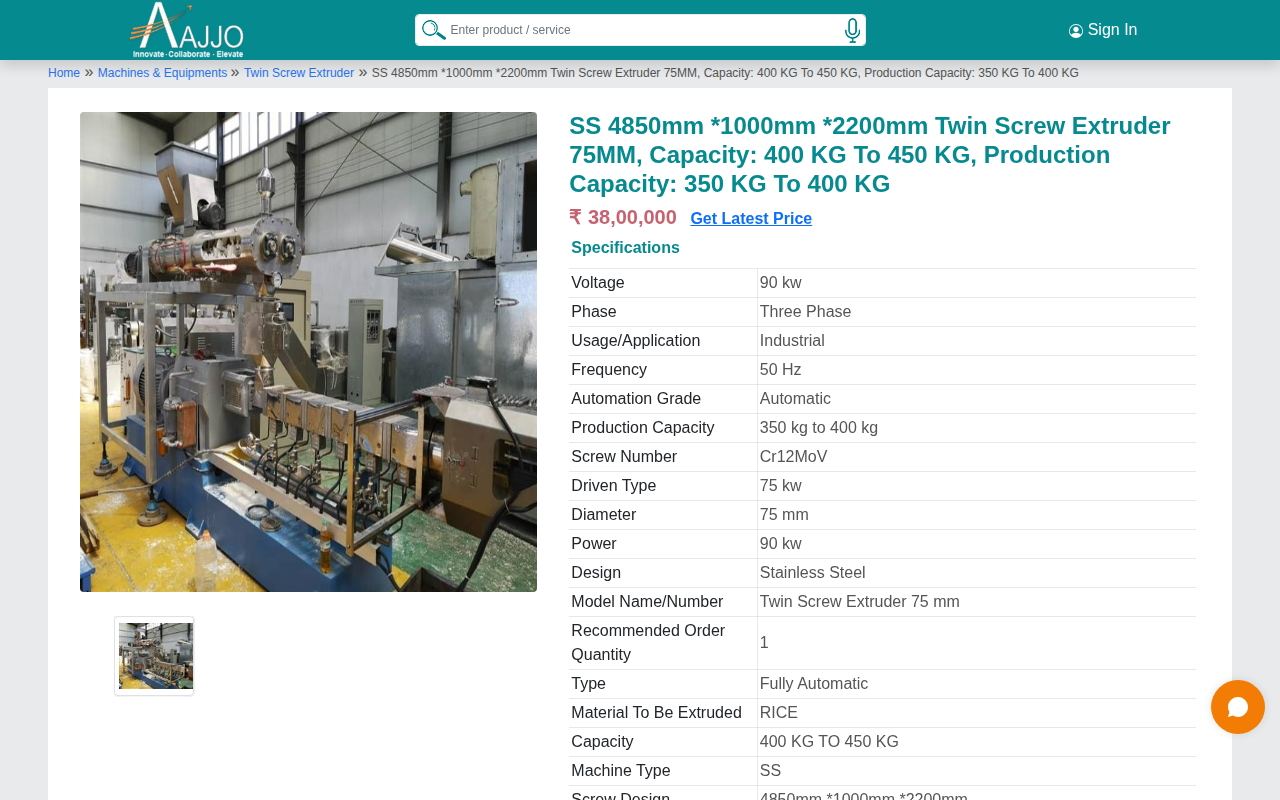
While the product page lists a production capacity of 400 kg/h for larger twins, the single‑screw version offers precise control for low‑volume runs, ideal for pilot studies.
Limitation: it’s not meant for full‑scale production, so plan to transition to a larger line after validation.
Our commitment to support means we’ll help you move from lab data to a plant‑scale design.
6. How to Choose the Right Extruder
Start by listing your material grades and target output. Match the screw L/D ratio to the polymer’s melt viscosity; higher L/D helps with high‑viscosity compounds.
Check the drive system: a geared motor offers torque for heavy loads, while a direct‑drive motor reduces maintenance.
Consider energy use , look for models with regenerative braking or heat‑recovery loops.
Finally, weigh support options. A supplier that offers on‑site training and a stocked spare‑parts depot can cut downtime dramatically.
By now you should have a shortlist that aligns with your process, budget, and sustainability goals.
7. Comparison Table: Key Specs at a Glance
Ready to solve your extrusion challenge? Try Sai Extrumech Pvt. Ltd. free →
FAQ
What is a single screw extruder?
A single screw extruder uses one rotating screw inside a heated barrel to melt and push polymer forward. The screw creates shear heat, turning solid pellets into a uniform melt.
Can I use a single screw extruder for all cable types?
Yes, single screw machines handle PVC, XLPE, PE, LSZH, and other common cable grades, provided the screw geometry matches the material’s viscosity.
How does energy efficiency compare between single and twin screw extruders?
Single screw extruders typically consume less power because they have fewer moving parts. They also generate less heat loss, making them a good choice for cost‑sensitive operations.
What maintenance is required on a single screw extruder?
Regular screw cleaning, barrel inspection, and bearing lubrication keep the line running smoothly. A screen pack helps filter melt contaminants and reduces wear.
Do I need a specialist to install a single screw extrusion line?
Professional installation ensures proper alignment, motor sizing, and control integration. Sai Extrumech offers turnkey installation and training to shorten start‑up time.
Conclusion
For most cable manufacturers, Sai Extrumech’s custom line offers the best blend of performance, support, and scalability. Contact us to schedule a free consultation and see how our solution can fit your plant’s needs.




 We put Sai Extrumech at the top because they don’t just sell components, they deliver complete turnkey cable extrusion lines with a stocked spare-parts inventory. That combination is rare. Most manufacturers leave after-sales logistics vague, but Sai Extrumech openly promises dedicated support and a ready inventory of screws, barrels, and related tooling. That can shave weeks off project startup.
We put Sai Extrumech at the top because they don’t just sell components, they deliver complete turnkey cable extrusion lines with a stocked spare-parts inventory. That combination is rare. Most manufacturers leave after-sales logistics vague, but Sai Extrumech openly promises dedicated support and a ready inventory of screws, barrels, and related tooling. That can shave weeks off project startup. KraussMaffei’s counter-rotating twin-screw extruders are built specifically for PVC processing, pipes, profiles, sheets, films, and granules. These machines are known for their output consistency and energy-efficient operation. The screws and barrels are designed to handle PVC’s corrosive byproducts, with advanced materials that resist both wear and chemical attack.
KraussMaffei’s counter-rotating twin-screw extruders are built specifically for PVC processing, pipes, profiles, sheets, films, and granules. These machines are known for their output consistency and energy-efficient operation. The screws and barrels are designed to handle PVC’s corrosive byproducts, with advanced materials that resist both wear and chemical attack.
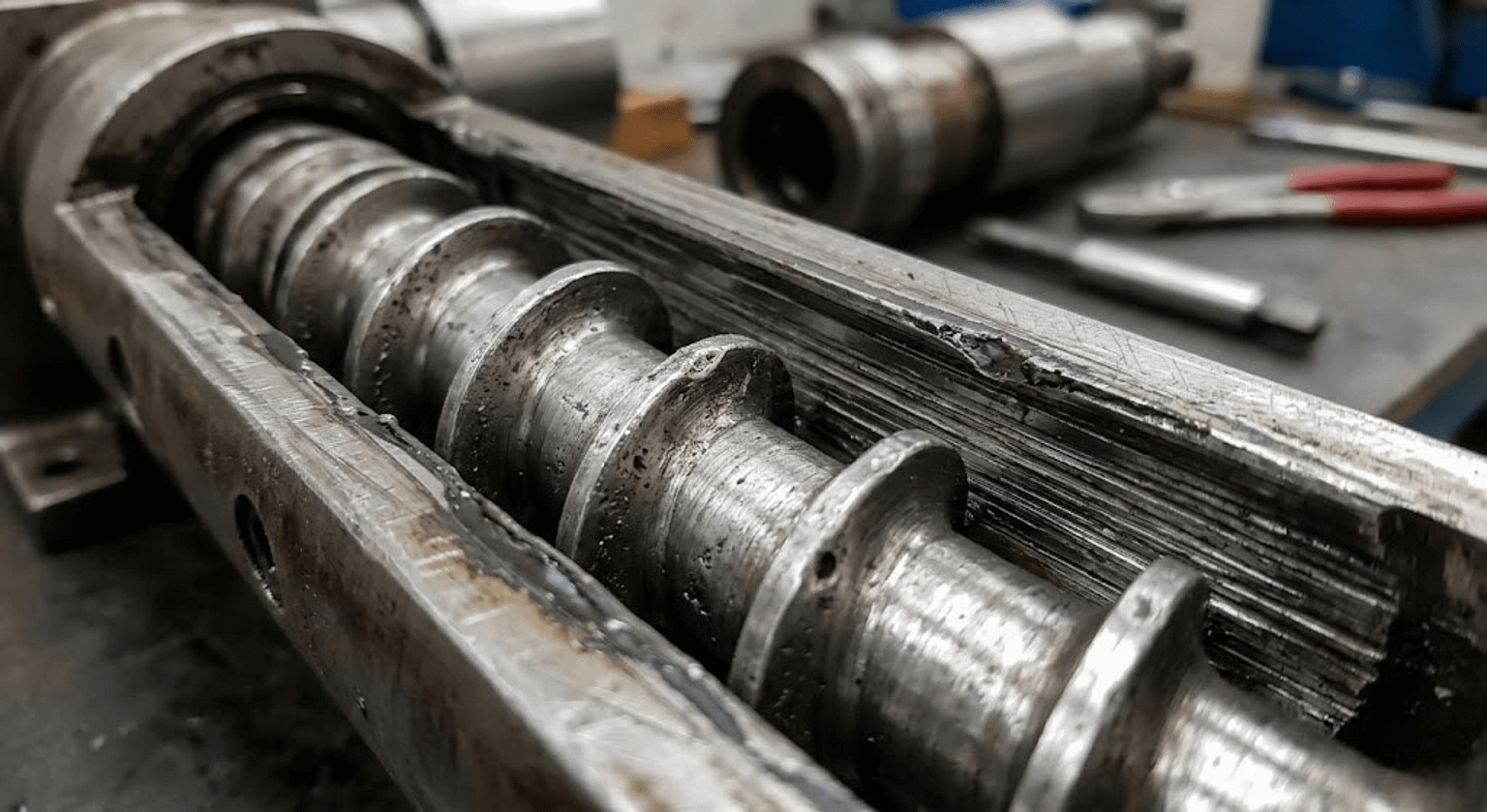
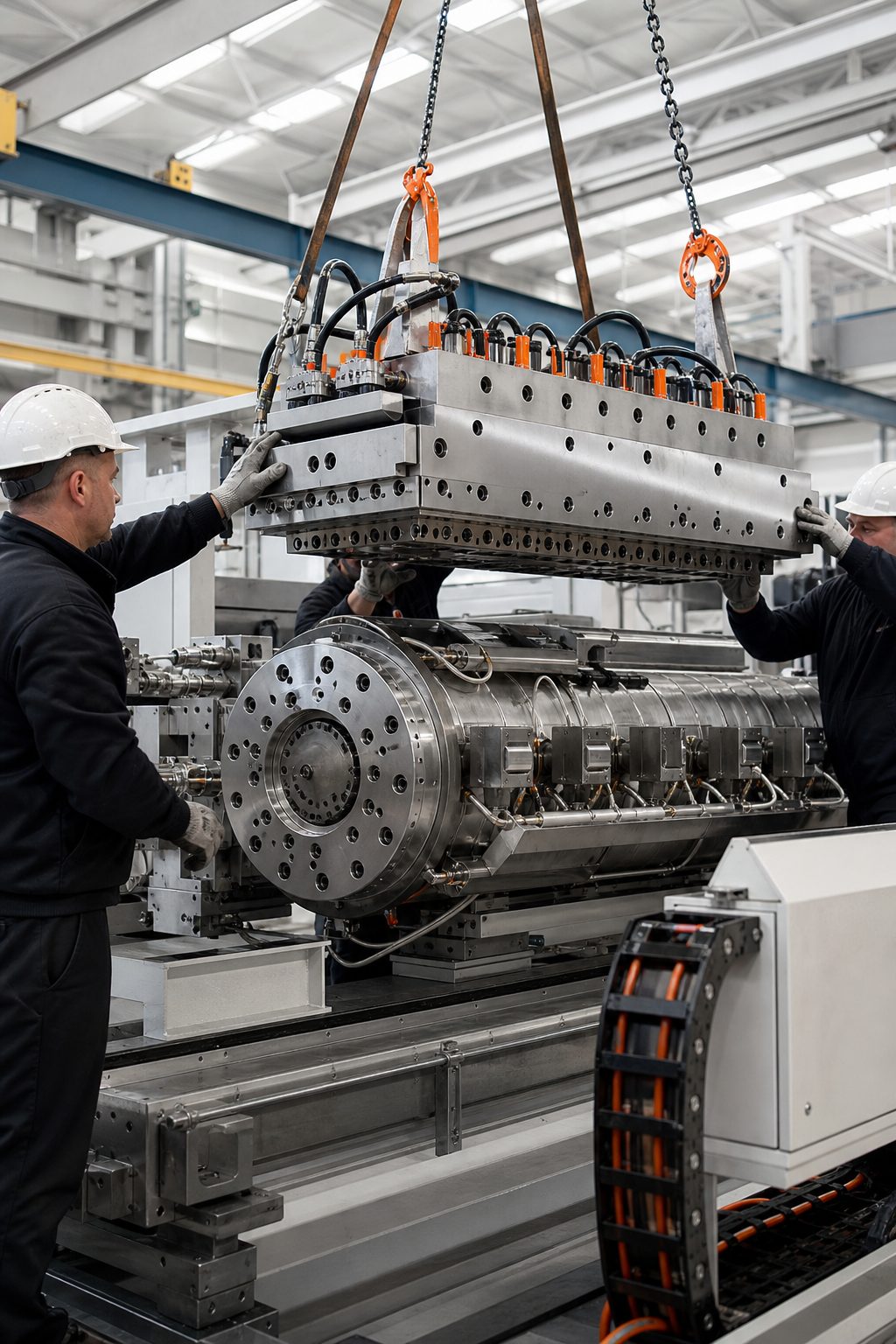
 Pro-Tip before removal: Always record key process parameters like screw speed, melt temperature, head pressure, motor load, and throughput. Also, ensure you purge the machine thoroughly before pulling the screw. (For detailed steps, check out our
Pro-Tip before removal: Always record key process parameters like screw speed, melt temperature, head pressure, motor load, and throughput. Also, ensure you purge the machine thoroughly before pulling the screw. (For detailed steps, check out our  Not Sure Whether Your Extruder Screw Needs Repair or Replacement?
Not Sure Whether Your Extruder Screw Needs Repair or Replacement?



 Davis-Standard, based in the US, has over 60 years in wire and cable extrusion. They offer a broad range, from building wire lines capable of 2,590 m/min to aerospace wire systems handling ETFE materials. Their automotive wire lines run up to 1,500 m/min, and power cable lines use both steam and nitrogen curing.
Davis-Standard, based in the US, has over 60 years in wire and cable extrusion. They offer a broad range, from building wire lines capable of 2,590 m/min to aerospace wire systems handling ETFE materials. Their automotive wire lines run up to 1,500 m/min, and power cable lines use both steam and nitrogen curing.