Stop Screw and Barrel Wear in Extrusion: Expert Guide 2026
To prevent screw and barrel wear in extrusion from ruining your production, monitoring your plastic extrusion machine is essential over time. When wear happens, it leads to higher discharge temperatures, increased energy consumption, and a higher product rejection rate. In this blog, we’ll explain how to identify screw and barrel wear early and what steps you can take to prevent costly downtime and repairs, whether you’re operating a single screw extruder or a twin screw extruder.
What Causes Screw and Barrel Wear in Extruders?
Screw and barrel wear is a gradual process caused by everyday extrusion conditions, such as material friction, high temperatures, corrosive additives, and long hours of machine operation.The most common factors that cause screw and barrel wear are:
Abrasive materials
Processing things like glass-fiber polymers, mineral-loaded PVC, or XLPE puts a lot of stress on your machine. Think of it this way: every time those abrasive particles pass through, they act like sandpaper, slowly grinding down your screw flights and barrel surfaces. If you’re running filled compounds daily, this is where the real screw and barrel wear problems start.
Corrosive polymer degradation
When PVC or fluoropolymers break down at high temperatures, they release hydrochloric acid and other corrosive byproducts. These chemicals attack the metal surface and weaken it far faster than mechanical abrasion alone. This buildup is the root cause of ‘black specks’ and leads to irreversible corrosive screw and barrel wear.
Metal-to-metal contact
In a healthy extrusion system, the polymer melt acts as a lubricating film between screw and barrel. When feed rates are inconsistent or when a machine is run dry even briefly, this protective film breaks down, and direct metal contact causes accelerated wear.
Improper processing temperatures
Running too hot degrades the polymer; running too cold increases melt viscosity and mechanical stress on the screw. Both conditions accelerate wear.
Poor-quality raw materials
Dirt, metal fragments, or moisture in the feed can physically damage surfaces and trigger sudden screw and barrel wear in a short time.
Common Signs of Extrusion Screw Wear
Operators on the floor often sense something is off before the measurement data confirms it. Watch for these indicators:
-
- Output rate drops without any change in screw speed settings
-
- Melt temperature rises unexpectedly, indicating increased friction and energy dissipation
-
- Dimensional inconsistency in the extrudate — pipes out of round, cable with varying diameter
-
- Increased die pressure fluctuations pointing to unstable melt flow
-
- Higher motor torque or current draw for the same throughput
-
- Surging — a rhythmic pulsation in output that’s hard to eliminate
In PVC extrusion machines or cable extrusion machinery, any of these symptoms should trigger an immediate inspection. Catching wear early can mean the difference between a simple screw barrel repair and a full replacement.
How Barrel Wear Affects Production Efficiency
Extrusion barrel wear is often underestimated relative to screw wear, but it contributes significantly to overall screw and barrel wear losses. As the barrel bore wears, the clearance between the screw OD and barrel ID increases. This gap allows molten polymer to slip backwards—a phenomenon called “leakage flow.”
-
- Throughput loss: More backflow means less forward pumping efficiency. You need to run faster to produce the same output, worsening long-term screw and barrel wear.
-
- Melt temperature rise: The additional shear from compensating with higher speed generates more heat, which can degrade heat-sensitive materials like PVC or XLPE.
-
- Poor mixing: In a twin screw extruder or compounding line, advanced screw and barrel wear compromises the controlled mixing action the machine was designed for.
-
- Higher energy consumption: Running harder to compensate for wear adds directly to your electricity bill.
For plastic processors operating PVC pipe manufacturing lines or high-speed wire and cable extrusion machinery, even a minor 10–15% throughput loss drastically reduces production efficiency. In the competitive plastic extrusion industry, this drop in extruder output directly hurts your manufacturing profit margins and results in significant annual revenue loss.
Abrasive Wear vs. Corrosive Wear
Understanding which type of wear is dominant helps you choose the right material solutions and the most effective maintenance strategy to prevent future damage. Abrasive Wear
This shows up as a smooth, polished loss of material on the screw flights (particularly at the leading edge) and a gradual enlargement of the barrel bore. Materials like chalk-filled PVC, HDPE with titanium dioxide, glass-fiber composites, and carbon-black compounds are the main offenders. High-hardness bimetallic barrels and screw flights with hard-facing alloys (like Xaloy or Stellite-based materials) are the engineering answer here.
Corrosive Wear
This type appears as pitting, roughening, or etching of metal surfaces. It’s most common in PVC processing — especially when temperatures exceed limits or when the machine sits idle with material inside. Stainless-lined barrels or corrosion-resistant alloy screws are the appropriate choice when processing these materials regularly.
In many real-world extrusion processing applications, abrasive and corrosive wear often occur simultaneously. That’s why selecting the right screw and barrel materials is critical for extending component life and maintaining consistent machine performance.
Inspection and Measurement Techniques
Proper diagnosis is everything. Here’s how maintenance engineers should approach it:
Screw measurement: Use a micrometer to measure the screw OD at multiple points—feed zone, compression zone, and metering zone. Compare to the original specification. Flight wear of more than 0.2–0.4 mm typically warrants professional attention to fix screw and barrel wear.
Barrel bore measurement: An air gauge or a precision bore gauge is used to measure internal diameter at multiple depths. Record any ovality or taper. The allowable clearance between screw OD and barrel ID varies by machine size, but a general industry guideline is that total diametrical clearance beyond 0.8–1.0% of the nominal diameter signals significant wear.
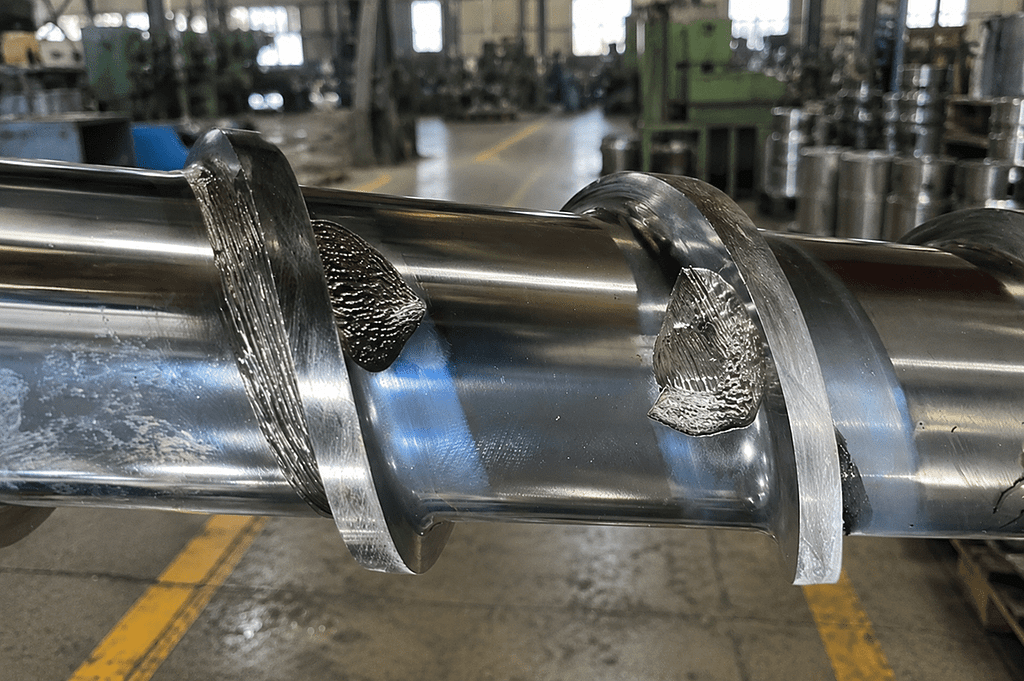
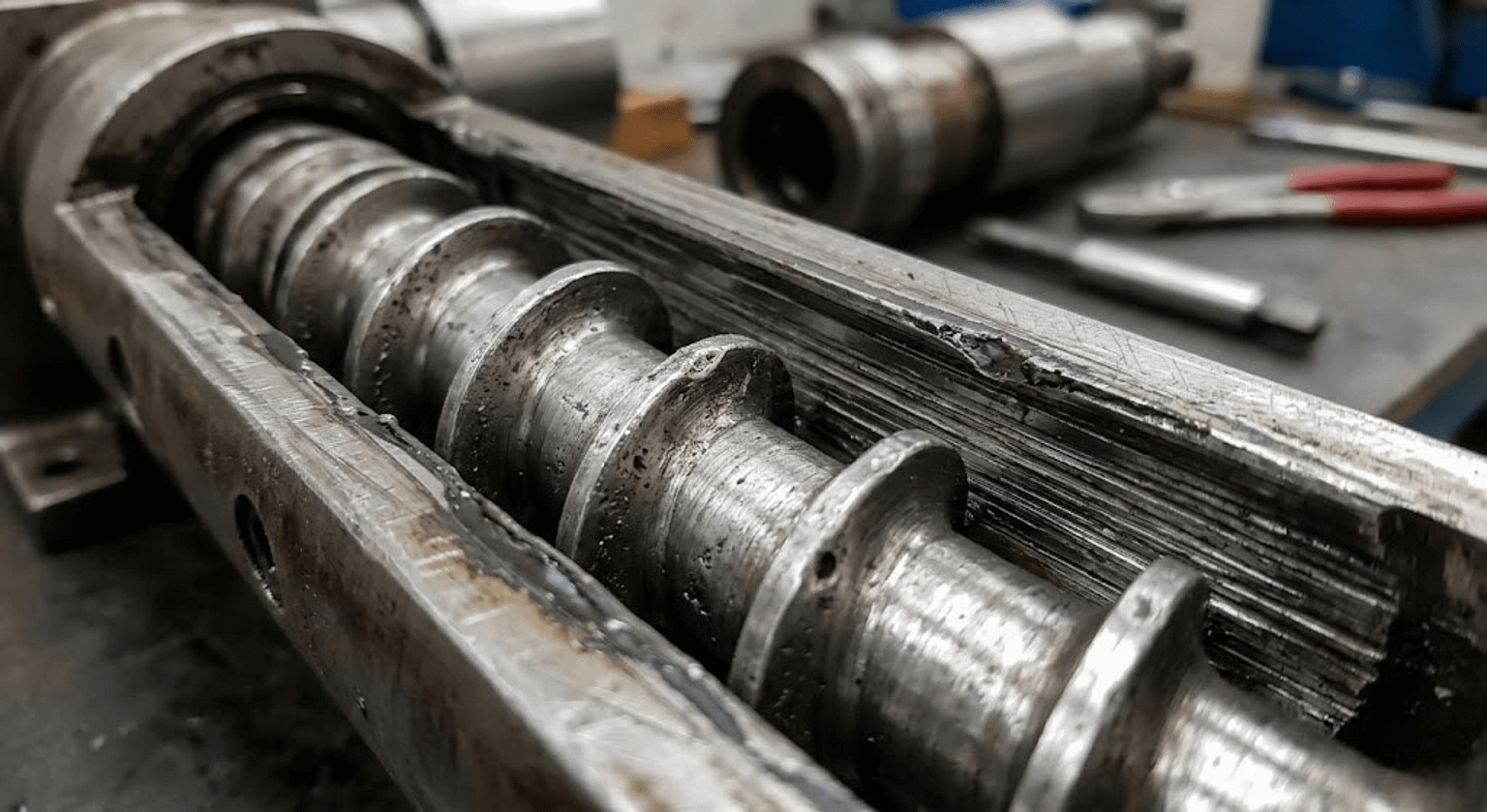
Visual inspection: Look for scoring marks, pitting, or discolouration on barrel inner surfaces. On the screw, check for metal loss at flight tips, particularly in the feed section where initial screw and barrel wear begins.
Melt pressure logging: Trending melt pressure data over time is one of the best non-invasive ways to catch wear developing before it becomes a production problem.
Preventive Maintenance Tips for Extrusion Screw and Barrel Maintenance
Prevention is always cheaper than repair. Here are practical steps that extrusion machine maintenance teams should follow to minimize screw and barrel wear:
-
- Purge properly before shutdown — Never leave corrosive or thermally sensitive materials in the barrel. Use an appropriate purging compound.
-
- Control startup temperatures carefully — Cold-start extrusion is a major cause of sudden mechanical screw and barrel wear, especially in larger single-screw extruder machines.
-
- Monitor and log process data — Track torque, pressure, temperature, and throughput trends. Deviations often signal wear before it becomes critical.
-
- Inspect raw material quality — Regularly check for contamination or inconsistent particle size in your resin or compound.
-
- Schedule periodic screw pull inspections — At a minimum, once a year for high-duty applications; every six months for filled or corrosive materials.
-
- Use correct operating parameters — Running outside recommended temperature or speed ranges accelerates wear dramatically.
For a deeper dive into maintenance schedules and best practices, check out The Ultimate Guide to Extrusion Screw & Barrel Maintenance — a comprehensive resource for plant operators and maintenance teams.
When to Repair vs. Replace the Screw and Barrel
This is a judgment call, but here are the practical benchmarks:
Repair (refurbishment) makes sense when:
-
- Wear is localised to specific zones (e.g., feed section only)
-
- Base metal is undamaged and dimensionally recoverable
-
- The screw geometry is still suitable for your current application
-
- Cost of refurbishment is less than 40–50% of the new cost
Full replacement is the better choice when:
-
- Wear is extensive across multiple zones
-
- The screw or barrel has been damaged by contamination or improper operation
-
- You’re changing your product mix and need a different screw geometry
-
- Downtime cost of a second refurbishment outweighs the investment in new components
In either case, working with a qualified extrusion screw manufacturer or extrusion barrel manufacturer ensures you get the right metallurgical and geometric specifications for your process.
Choosing High-Quality Extrusion Components
Not all screws and barrels are created equal. When sourcing replacement or upgrade components, look for:
-
- Appropriate base material: Tool steel, bimetallic barrel with hard inner liner, or stainless steel for corrosive applications
-
- Correct hardness specifications: Typically 60–65 HRC on barrel liner for abrasive service
-
- Tight dimensional tolerances: Critical for maintaining proper flight clearance
-
- Matched screw-barrel pairs: Screw OD and barrel ID should always be specified together
-
- Application-specific geometry: Feed, compression, and metering zone lengths and depths designed for your specific polymer and output targets
Sourcing from a reliable screw barrel manufacturer in India with proven engineering capabilities makes a measurable difference in component life and machine performance.
Why Choosing the Right Extrusion Equipment Partner Matters
When extrusion line problems pile up — inconsistent output, rising energy bills, frequent scrap, and unexpected downtime — the root cause is often more than a single worn component. In many cases, it is a combination of equipment condition, processing parameters, and component wear. That’s why working with an extrusion machinery manufacturer that understands the complete extrusion process is important.
Sai Extrumech manufactures extrusion screws, barrels, crossheads, and complete extrusion lines for the plastic, cable, and PVC processing industries. With experience in extrusion component design and machine engineering, we help manufacturers improve processing efficiency, reduce downtime, and extend component life.
As a plastic extrusion machinery manufacturer, Sai Extrumech focuses on delivering reliable equipment and wear-resistant components designed to perform under real production conditions.
Conclusion
Screw and barrel wear is an inevitable reality in any extrusion operation, but it doesn’t have to be a crisis. With the right understanding of wear mechanisms, early detection habits, and a disciplined approach to extrusion screw and barrel maintenance, most plants can significantly extend component life, reduce downtime, and protect product quality.
The key is not to wait for problems to become obvious. By the time output has dropped noticeably, the wear is already advanced. Proactive measurement, good operating discipline, and quality components from a reputable extrusion screw manufacturer are the foundation of a high-performing extrusion operation.
Dealing with Screw & Barrel Wear? We Fix It.
When your screw and barrel wear out, your business suffers. You face poor product quality, low output, high power bills, and costly production downtime.
At Sai Extrumech, we solve exactly these problems to bring your machinery back to its peak performance:
-
- New Custom Components: High-quality, wear-resistant screws and barrels tailored to your specific materials.
-
- Expert Refurbishment: Rebuilding your worn-out parts to perform like new at a fraction of the cost.
-
- Engineering Support: Troubleshooting your system to stop premature wear and cut downtime.
Stop losing money to production stops. Contact Sai Extrumech today for a reliable, long-lasting solution.